Taking Your 3D Prints to the Next Layer
I bought a 3D Printer 10 months ago. Since then, I’ve logged over 5000 hours of printing. I can’t tell you how many times I’ve poured my heart into a design beyond the wee hours of the night and expected it to print beautifully, only to be met by the disastrous blob. Of course, failing so fast and frequently has led me to come up with a number of tips and tricks. I’ve gathered my thoughts and compiled them here from the perspective of a design engineer to help you maximize your printing capabilities. We’ll break it down into 3 key areas: modeling, slicing, and printing.
Modeling
Before you begin modeling, you’ll need to know the limitations of both the printing process and your machine in order to map out the possibilities. Knowing just how good your machine is will greatly impact your modeling approach. Take advantage of the wealth of benchmark prints found in the printing community. It is perhaps the greatest untapped resource for designers, as they clearly define the boundaries of the design space. For example, the general public opinion is to avoid any overhangs steeper than 45°. After doing a few benchmark prints, don’t be surprised to find your printer is capable of going far beyond that. When it comes to overhangs and bridging, printers vary widely in their aptitude. While one printer may be able to bridge a 10 cm gap on a single layer, another may fail at 3 cm. By knowing what your printer can do, you’ll know much better what you can do.

Fig 1 - A common printing benchmark. This is printed entirely without supports.
To become an expert modeler, get familiar with modifier meshes. This will allow some modeling to be done by the slicing software instead of the CAD program. The concept is simple: Use infill patterns -- which are normally hidden on the inside -- on the outside! Fresh looks and faster print times are big benefits. There are all sorts of infill patterns and tricks to get familiar with.

Fig 2 - Modifier mesh demonstration. The hexagon mesh was created using infill patterns.
If you plan on modeling text or intricate 2D designs, know that it can be difficult if the text is small. Choosing the orientation of your text can have a dramatic effect on its final appearance. By design, the filament is laid wider than it is tall. Standard layer heights for a nozzle of a 0.4 mm diameter are around 0.1 mm tall. Accordingly, you can achieve higher resolution by printing your text on the side of your object, rather than the top or bottom, as the top is limited by the nozzle resolution, and the sides are limited by the layer height resolution. Of course, the vertical orientation isn’t without drawbacks, as you may have to overcome the need to bridge horizontal gaps. Remember: larger, simpler designs tend to be more friendly. If your design isn’t coming out as desired in either orientation, consider using a smaller nozzle.
Once you’ve got your model created, make sure you fillet the edges of your base. A rounded edge will adhere to the print bed with significantly less fuss. During the print, it will help avoid any warping or peeling, especially with PLA (the most common printing material). After the print, it will make it easier to remove any skirt, brim or raft.
When your model is complete, you’ll want to save it in a format that’s compatible with printing. Some common file types are .stl and .3 mf. Either file type will work for importing your object, but it is imperative that you increase the resolution! A low-res file will be plagued with too many triangles, leaving curved surfaces blocky. Although not as widely used, .3 mf has significant advantages, as it can save color, units, orientation, mesh, texture and more. Once you’ve got it saved, it’s time to slice.

Fig 3 - Small text blocks to be printed upright or laying down. Notice the different features lost by changing the orientation. Let the sliver inform your design decisions.
Slicing
Open your .stl or .3 mf in the slicer of your choice, and you’ll first want to make sure you properly scale and orient your object. Challenge yourself to think abstractly about print orientation. Your part may require fewer supports if you print it upside down! A good print orientation will optimize curvature. For example, a cylindrical rod will be wonderfully circular with few imperfections if the flat face is placed on the plate. Conversely, when the curved surface is placed on the plate, all sorts of imperfections will present themselves. When orientation isn’t variable and curvature is difficult, consider increasing support density. Increased support density can dramatically improve the surface finish on spheres and complex geometry. Additionally, some slicers and printers support the use of multiple materials. One great trick for easy support removal is using PETG for your object and PLA for the supports. Interfacing the different materials results in supports that are very easy to remove!
The next critical choice to make is the infill pattern. Explore the different options provided by your slicing software, as different infill patterns will have different properties. Some infill patterns print faster and are easier on your printer, while others are slower but have unique appearances. As long as your part won’t be subjected to significant stress, you can choose a very low infill percentage and any infill pattern without sacrificing print quality. A lower infill percentage will mean a faster print and will use less material.
Now, we must also choose a layer height. Layer heights are directly related to flow rate and resolution, and so we are faced with a trade-off. A thicker layer allows a higher flow rate but prints at a lower resolution. Thus, for large, simple designs, a greater layer height can be used to save time. Alternatively, for more intricate parts, a lower layer height must be used to achieve the necessary level of detail. But what do you do when part of your design is basic, while the other is complex? Variable layer height functionality allows dynamic layer heights that can be changed at various intervals during the print. This promotes huge time savings where resolution isn’t needed while maintaining high detail during critical portions of the print. This optimization is key when time is of the essence and is a valuable tool for any designer.
In addition, try taking advantage of the pause feature. During the pause, you can change the filament color or material to take on a new look, or you can add an insert! Placing inserts can transform your print into high fidelity, high function objects by introducing various materials to your print. Although inserts are made of all kinds of materials for diverse functions, brass threaded inserts are among the most common. These can be placed during a pause or using an iron after the print is completed. Threaded inserts add significant strength and ease of use when paired with screws of the appropriate size.

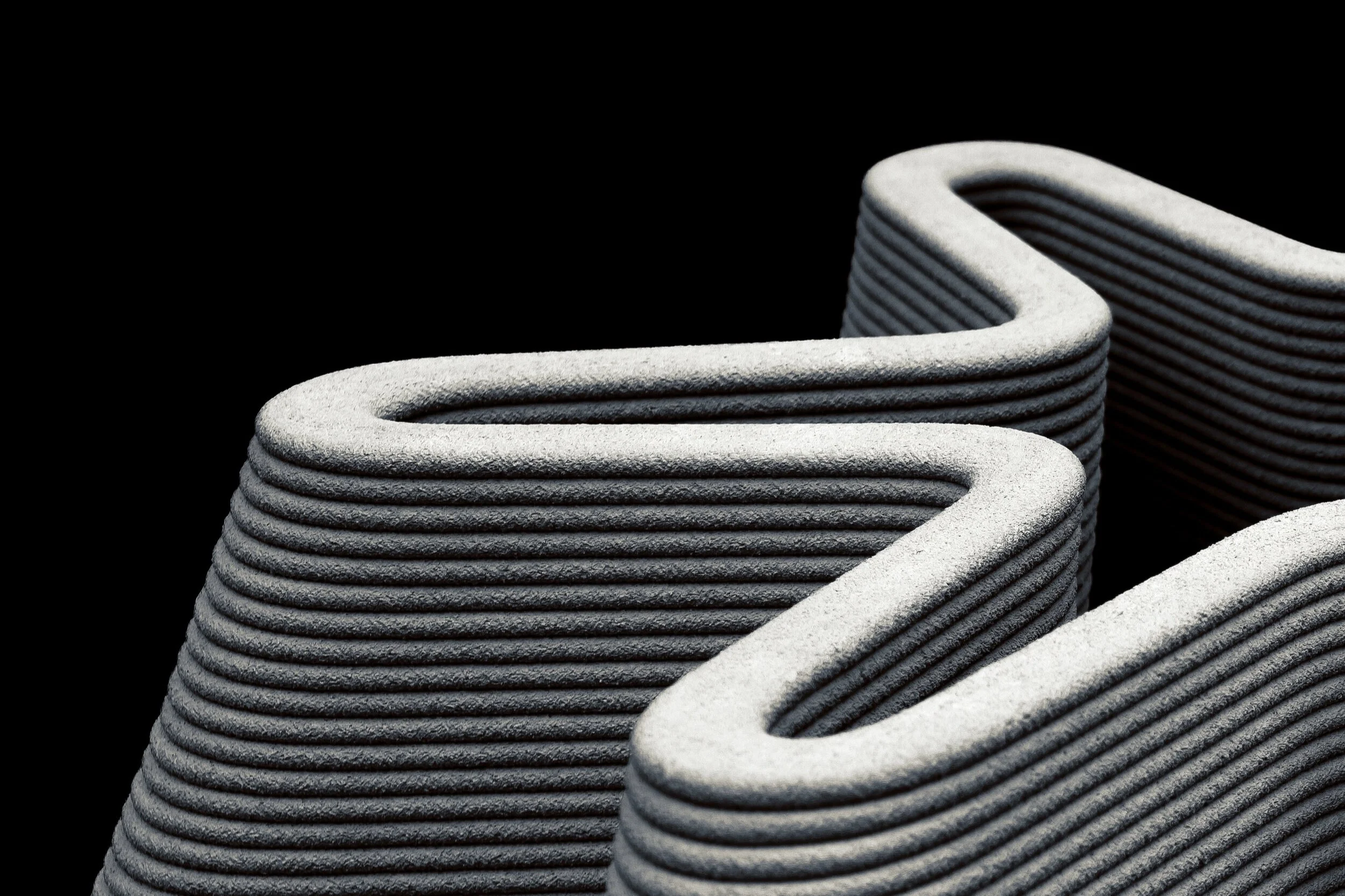
Fig 4 - Various infill pattern options. Gyroid is among the most common for its high strength, speed, and low wear on stepper motors.
Printing
The first layer is probably the hardest to get correct, so slicers have dedicated features to help out. You can add a brim or raft to aid the printing process. By adding a brim, you create a thin extension of the base to help with first layer adhesion by adding to the surface area of the base. Slicers allow for changing the size of the brim to add more adhesion strength. If the brim doesn’t appear to be enough, you may opt for the use of a raft, which adds a thick plastic base to the bottom of your print to make sure the model is firmly rooted to the build plate.
It’s critically important to understand the material being printed and the surface being printed on in order to have the two adhere properly. Each filament has unique properties, lending to massive fluctuations in heat and strain resistance. Different materials will require different print temperatures, and some may even require enclosures or ventilation. Furthermore, each print surface will require special cleaning in order to ensure proper bed adhesion. Alcohol, for instance, will be very sticky on steel. This is fantastic for PLA, but PETG is almost impossible to remove from the plate after cleaning with alcohol! For PETG, you’ll want to use something weaker, like Windex. You can also try different mediums such as glue stick or masking tape to help with first layer adhesion.
Finally, you’ll want to make sure your build plate is level. Each printer offers different bed leveling solutions, so be sure that you get the most out of yours. If your printer offers mesh bed leveling, set the resolution to the highest setting possible. Make sure to recalibrate your extruder height if you have made any adjustments to the printer or build plate. Once everything is level and calibrated, you’re ready to print!
*****
Like you, I’m motivated by each new design. Putting those designs into the world is an experience unlike any other, and it shouldn’t be limited by our machines. Those designs are the future. That’s why I’ve written this article to guide you through modeling, slicing, and printing. I hope these tips help you break free of your machine’s default settings and design the future you envision!
To cite this article:
Smith, Noah. “Taking Your 3D Prints to the Next Layer.” The BYU Design Review, 18 Feb. 2020, https://www.designreview.byu.edu/collections/taking-your-3d-prints-to-the-next-layer.